
Elastomeru dengti metaliniai sandarinimo tarpikliai, kuriuos gamina „ElringKlinger“, susideda iš metalinės laikančiosios plokštės ir vulkanizavimo metodu pritvirtintų elastomerinių profiliuočių. Ši sandarinimo tarpiklių technologija daugiausia taikoma komercinio transporto sektoriuje, kuriame dominuoja didelės galios varikliai su turbokompresoriais ir tarpinio aušinimo sistemomis. Šie tarpikliai specialiai sukurti pagal modernią galios konvertavimo koncepciją, kuriai būdinga keturių vožtuvų technologija, modernios įpurškimo sistemos, lengvesnės konstrukcijos dalys, aukštesnis uždegimo takto slėgis ir visa tai – siekiant išgauti maksimalią variklio galią. 290 bar uždegimo takto slėgis, 2 000 kW viršijanti nominali variklio galia ir daugiau kaip 1,5 mln. kilometrų rida – tiek turi išlaikyti tarpikliai be jokių problemų ar gedimų. Šios puikios eksploatacinės savybės užtikrinamos sandarinimo slėgį variklio bloko ir cilindrų galvutės srityse paskirsčius pagal tam tikrą metodiką. Sandarinimo slėgis yra aukštas šalia degimo kameros, o skysčių srityje – žemas.
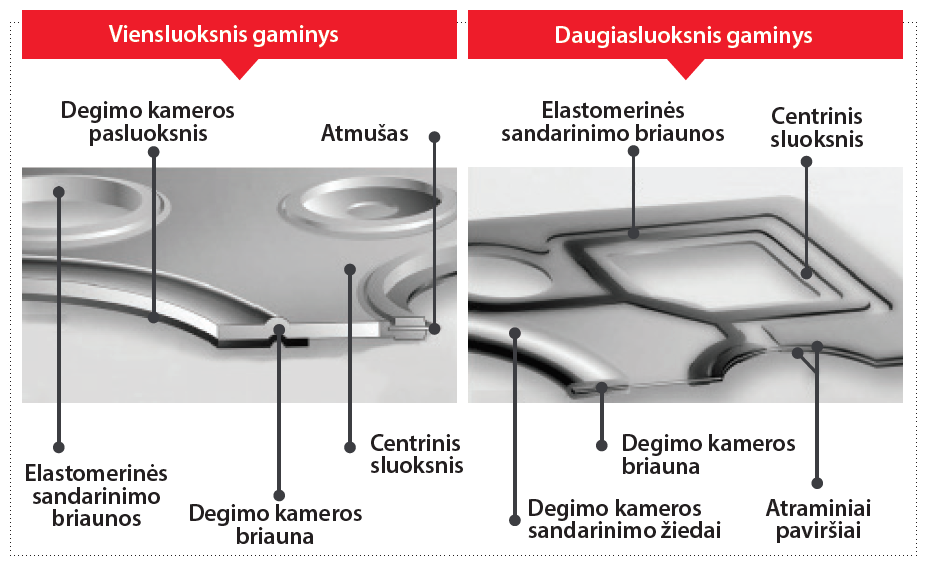
ELASTOMERINĖS SANDARINIMO BRIAUNOS
Jos skirtos sandarinti aušinimo skysčio ir alyvos kanalams. Medžiagos ir jų geometrinė forma parenkama pagal konkretų variklį. Naudojant šios konstrukcijos elastomeru dengtas metalines dalis, įmanoma užsandarinti net labai siauras sandarinamąsias sieneles.
LAIKANČIOJI PLOKŠTĖ
Atsižvelgiant į variklio gamintojų reikalavimus, laikančioji plokštė gaminama iš korozijai atsparaus plieno, mikrolegiruotųjų plienų, nerūdijančiojo plieno arba specialiosios paskirties spyruoklinio plieno pagal daugiasluoksnę technologiją.
Ties degimo kameromis plokštėje yra dujų sandarinimo briauna, pagal kurią ir degimo kamerų pasluoksnį (viensluoksnio gaminio atveju) arba degimo kamerų sandarinimo žiedus (daugiasluoksnio gaminio atveju) nustatomas montavimo storis. Elastomerinės sandarinimo briaunos tiesiogiai vulkanizuojamos ant plokštės tose vietose, kur yra degimo kamerų sandarinimo žiedai ir atraminiai paviršiai.
DEGIMO KAMERŲ SANDARINIMO ŽIEDAI IR DEGIMO KAMERŲ PASLUOKSNIS
Degimo kamerų sandarinimo žiedai ir degimo kamerų pasluoksnis (daugiasluoksnio gaminio atveju) yra tam tikro storio, pagal kurį varžtų jėga paskirstoma degimo kamerai, elastomerinei sandarinimo briaunai ir atraminiam paviršiui. Taikant degimo kamerų sandarinimo žiedų ir degimo kamerų pasluoksnio technologiją, cilindrų galvutės sandarinimo storis degimo kamerų srityje yra šiek tiek didesnis, palyginti su storiu kitose sandarinimo srityse. Sandarinimo slėgis ties degimo kameromis yra didesnis. Būtent dėl jo ir degimo kamerų briaunos dujos sulaikomos efektyviau. Mikroplyšių sandarinimo funkciją atlieka plona organinė danga, kuria padengiamas paviršius.
DEGIMO KAMERŲ BRIAUNA
Degimo kamerų briauna, kuri yra dvišonė, sudarydama linijinį kontūrą, padidina sandarinimo slėgį. Viensluoksniuose gaminiuose ši briauna atlieka statinio sandariklio funkciją. Iš spyruoklinio plieno pagaminta elastinga daugiasluoksnių gaminių briauna užtikrina vienodą sandarinimo slėgį per visą degimo kameros pakraštį. Pastaroji geba prisitaikyti prie sandarinamojo tarpelio dinaminių poslinkių. Šios konstrukcijos gaminių briauna yra tiesiai po degimo kamerų sandarinimo žiedais, todėl būtent ji yra pagrindiniu frikciniu cilindrų galvutės ir variklio bloko tarpiniu elementu.
ATMUŠAS
Vulkanizavimo metodu pritvirtinti įvairaus srauto skerspjūvio atmušai atlieka aušinimo skysčio srautų reguliavimo funkciją.
ATRAMINIAI PAVIRŠIAI
Metaliniai atraminiai paviršiai, kurie specialiai naudojami daugiasluoksniuose gaminiuose, neleidžia išlinkti cilindrų galvutei ir apsaugo elastomerines sandarinimo briaunas nuo per didelių gniuždymo apkrovų.
